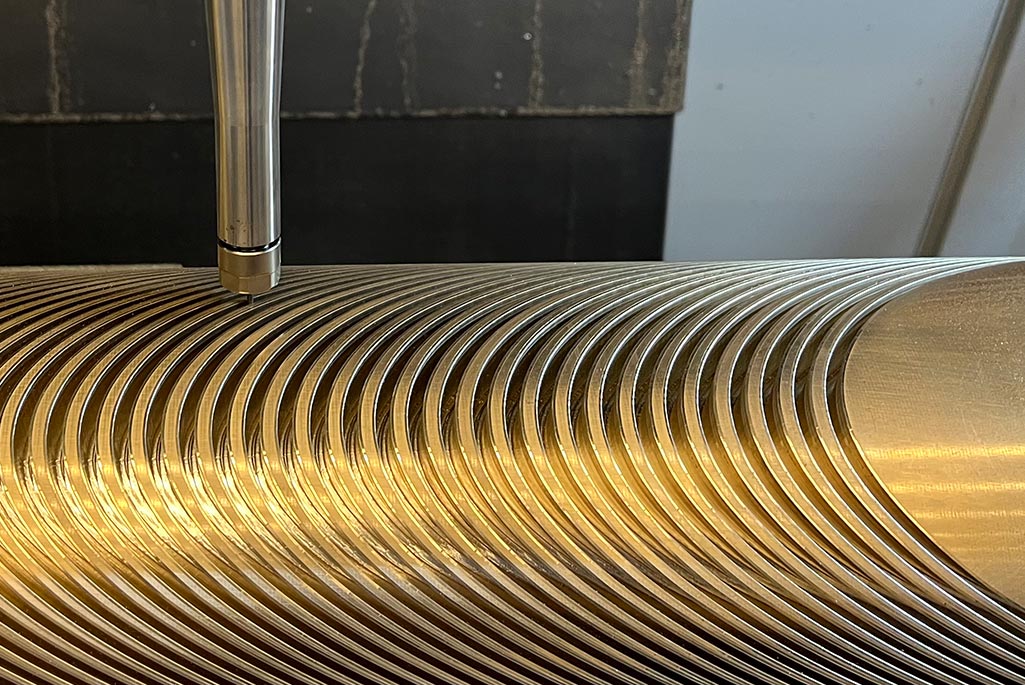
This is the aluminum-bronze mandrel used to build a canted-cosine-theta (CCT) superconducting magnet coil. The mandrel is the support frame around which a length of superconducting cable is wound. It will form the inner layer of a four-layer proof-of-concept magnet developed by the Berkeley Center for Magnet Technology (BCMT), a joint center of expertise between the Engineering Division and Accelerator Technology & Applied Physics (ATAP) Division at Berkeley Lab, supporting the National U.S. Magnet Development Program.
The mandrel is an essential part of the magnet design, absorbing some of the stress on the superconducting cable and enabling the device to reach higher magnetic fields. The pattern that the superconducting cable runs through is also designed to create a perfect dipole magnet—producing a uniform magnetic field via opposing north and south poles. Powerful dipole magnets are essential components of modern particle accelerators. Milling this intricately patterned groove into the aluminum-bronze mandrel took approximately three months. The work was primarily done by machinist Bun Pa Lim, with assistance from Brian Bentley.

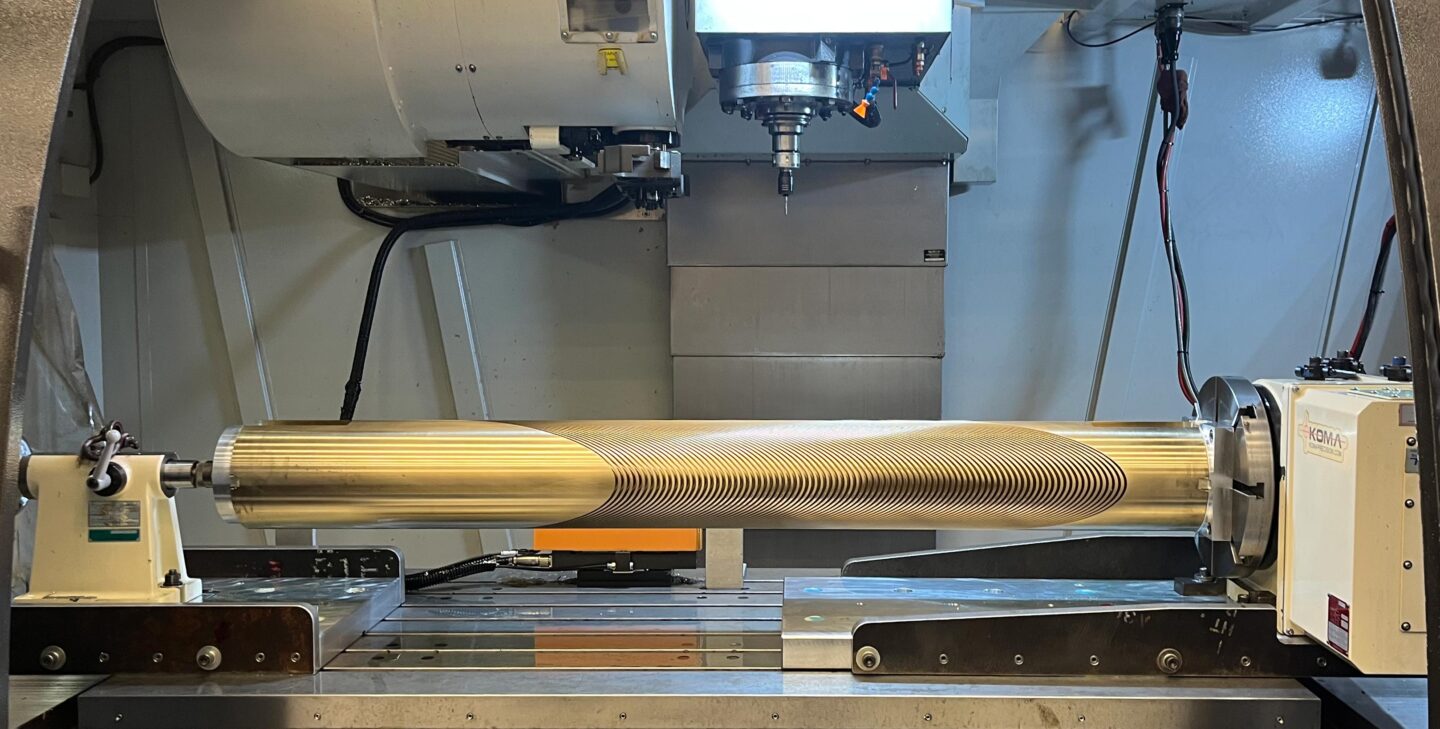
An aluminum-bronze mandrel blank sits in the CNC machine during the early stages of the milling process.(Credit: Bun Pa Lim, Berkeley Lab)
One of the biggest challenges of this project was that the groove is deep relative to its narrow width. As a consequence, cutting the groove was slow and incredibly delicate work.
The groove has a width of 0.087 inches and a depth of 0.95 inches. Milling was performed using a 0.078-inch-diameter carbide end mill. Four different cutting lengths were employed during the process to carefully cut the deep channel while preventing the tool from rubbing and breaking. After the initial groove was milled, a 0.025-inch corner-radius tool was used to remove any sharp edges, facilitating the installation of the delicate superconducting cable without damage.
“The spindle speed runs at 8,000 rpm for all 0.078-inch end mills, but the cutting conditions—the depth of the cut and the feed rate—are varied depending on whether we are doing an initial cut or a finishing cut,” explains Lim.
The mandrel is 1.5 meters long, making it too large to fit in the CNC machine with the side doors closed. To accommodate its length, special sub-plate supports were made, the CNC machine’s rotary head and tailstock were extended, and the side doors were left open during machining.
“Aluminum-bronze is abrasive on tools,” says Bentley. “As a result of the abrasiveness and incredibly long cuts—up to 11 hours per tool—which we normally don’t do, this job required us to use things like tool-life management and automatic tool checking, since some of the cutting required running through the night.”
Air was blown through the machine to help cool the cutting tool and flush out any metal chips that collected in the grooves. In some cases, cutting fluid was also used for cooling.
Creating this piece was an iterative process that began with testing and optimizing designs on more economical flat plates before moving to the mandrel.
“All of this, we’re kind of pushing to the limit, right?” notes Diego Arbelaez, a mechanical staff scientist and engineer in the Engineering Division, who worked on the project. “So we had a lot of discussions on that and tried different things. We’ve done some machining outside, but it’s much more difficult because you just don’t have that close communication. When you’re close to the shop, you’re able to work through problems. It’s really valuable to be able to just walk up there and take a look at things.”
###
Made in Berkeley Lab is a series about the many innovative and groundbreaking items the Engineering Division makes on location, showcasing the highly skilled fabrication and manufacturing expertise at the Lab. From tiny robots and tight tolerances to mammoth detectors, powerful magnets, and new materials, it’s all made right here in Berkeley Lab.