Need a specific part or component? Making something that is one-of-a-kind or even the first of its kind? There is a place at Berkeley Lab that can produce almost anything you can dream up, from components measuring several microns to several meters, made-to-measure and meeting the most exacting specifications and standards. That place is the Lab’s state-of-the-art fabrication facility. The facility designs instruments and equipment, and develops advanced technologies and machinery in support of Berkeley Lab’s mission of team science, enabling breakthrough discoveries across all areas of the Laboratory’s research.
To keep pace with the demands of new scientific requirements, significant investments are required to maintain and consistently renew and improve our technical capabilities, helping our engineers and researchers to explore and continually expand what is feasible to achieve in their respective fields. In response to that need, Berkeley Lab’s Operations Directorate invested in several significant improvements to modernize the Lab’s fabrication infrastructure between 2022-2024, leading to expanded engineering capabilities that will benefit our research community for decades to come.
“The Engineering Division’s Mechanical Fabrication shop is one of the jewels of the Lab, helping to bring science to life. Ongoing modernization and infrastructure support for this facility are critical to the work done at Berkeley Lab,” said Daniela Leitner, Berkeley Lab’s Engineering Division Director and the Laboratory’s Chief Engineer.
Come on a tour of the Mechanical Fabrication Shops to explore their capabilities, learn about ongoing upgrades, and meet our highly specialized staff.
Welcome to Berkeley Lab’s Mechanical Fabrication Shops
With its cutting-edge mechanical fabrication facilities, Berkeley Lab empowers its engineering staff to push the boundaries of materials science and technology, developing innovative technology solutions that address the specific research needs of the Lab’s diverse experimental facilities and driving scientific excellence.
“We get called upon when our science demands a specific new functionality at the edge of what is currently considered ‘normal’ or technologically feasible,” explains Rick Kraft, a technical manager in the Engineering Division.
For instance, this might mean that a particular part or fabrication needs to be smaller, lighter, stronger, stiffer, less radioactive, more magnetic, superconducting, more pure, or even more transparent to light or high-energy particles – or to encompass several of these qualities at the same time.
 “We often become engaged in a specific design project when outside industry just won’t do it, perhaps because they deem it unprofitable or unfeasible,” continues Kraft. “We usually don’t do production, so each project and each of our fabrications is unique and specifically designed to meet the needs of a particular experimental situation and environment.”
“We often become engaged in a specific design project when outside industry just won’t do it, perhaps because they deem it unprofitable or unfeasible,” continues Kraft. “We usually don’t do production, so each project and each of our fabrications is unique and specifically designed to meet the needs of a particular experimental situation and environment.”
This is one aspect of Berkeley Lab’s working environment that Kraft and others value so highly: “You’re allowed to do your best work here because it’s required for success, not for profit. The Lab has made these investments so we can be successful.”
The job of the mechanical shops is to push the boundaries and enable groundbreaking work. Once that has been accomplished, the next step is to bridge the gap to industry. A critical component of the larger mission is to develop techniques that can be transferred to outside partners for higher volume production.

The Starting Point: CAD Designs for 3D Modeling
 All fabrication processes begin with careful planning and development, and projects are designed according to the unique requirements of a specific scientific effort, with critical attention to the safety of those who will engage in unique working conditions, environments, and locations.
All fabrication processes begin with careful planning and development, and projects are designed according to the unique requirements of a specific scientific effort, with critical attention to the safety of those who will engage in unique working conditions, environments, and locations.
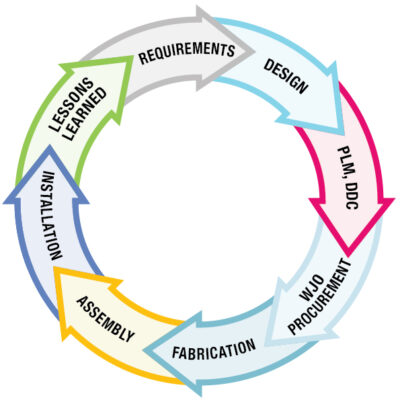
The Engineering computer-aided design (CAD) Department provides the toolsets, both hardware and software, and quality standards that enable Berkeley Lab engineers and designers to meet the challenges of a broad range of scientific partners. Mechanical and electrical engineering CAD projects are realized through onsite fabrication facilities or in collaboration with offsite vendors, beginning with defining technical requirements and developing conceptual designs, all the way through the fabrication and downstream assembly processes, and continuing into installation and operations.
New State-of-the-Art Waterjet and Building 77 Extension
In 2022-2023, the Mechanical Fabrication Shop in Building 77 was expanded to house the Lab’s new 5-axis waterjet. With an expanded capacity (4m x 2m x 0.25m) and the ability to rotate across a wider array of angles, this specialized 5-axis cutting apparatus can be used as a machining tool as well as a finishing tool, allowing the machinist to make finer adjustments with higher precision, with the ability to handle a higher throughput across a wider variety of designs, materials, and tolerances.
“The waterjet machine is the starting point for many jobs, and in some cases may be the only machining operation required for a given project. It is fast, safe, accurate, and creates no heat-affected zone near the cut, as laser and plasma cutting machines do,” explains Kraft.

The new machine required the construction of a specialized high-bay building extension, provided by the Lab’s Projects & Infrastructure Modernization Division (PIMD), which creates a dedicated operating environment that isolates the waterjet’s debris and sound vibrations from the other work areas in the building.
The waterjet has already proven invaluable to critical projects at the Lab. For example, it was used to cut curved brackets for repairing the fiber cable management system on the Dark Energy Spectroscopic Instrument (DESI), installed on the Mayall Telescope in Arizona. The waterjet has also been used to create highly-specialized parts for beamline modification at the Advanced Light Source (ALS) and structural components for the new ALS Upgrade (ALS-U) installations.

Updated Sheet Metal Processing and Welding Capabilities
After the initial shaping of the source material, a machined object moves from the new waterjet room into a newly-renovated space in Building 77 – the Lab’s new Sheet Metal & Welding Shop – where objects that require special machining and design undergo a variety of processes including bending, shearing, forming, and welding.
From the high-bay entryway, visitors first encounter the newly upgraded forming and shearing equipment, with forming capacities of 3 m x 350 tons, as well as the ability to shear thicknesses of up to 13 mm in mild steel. These four machines, which replace older versions of press brake forming and shearing technology, were upgraded to enable machinists to achieve much higher levels of precision, throughput, and user safety. The new machines also share a universal tooling system, which reduces overall costs and set-up time.


Welders Justin Baker and Stephen Wisely at work on a fabricated chamber that will be used in an ultra-high vacuum environment. Credit: Marsha Fenner, Berkeley Lab
In addition to upgrading the Lab’s sheet metal capabilities, the new shear and press brake installations have been complemented with concurrent upgrades to the Lab’s welding fabrication capabilities and high-bay infrastructure, including a new crane as well as new flooring, lighting, and electrical installations.
The Lab’s expanded shearing, pressing, and welding capabilities have already enabled the Engineering Division to provide significantly improved technological contributions to scientific projects and applications across the Lab’s research and operations portfolio:
- The Engineering Division designed a rotating platform and turntable mounting system (to hold spring-loaded Stacer antennas, created by collaborators from UC Berkeley’s Space Sciences Laboratory) for the Physics Division’s LuSEE-Night project, which will demonstrate whether an experiment to search for ancient radio signals can survive the moon’s unforgiving environment.
- Berkeley Lab has played a crucial role in designing the ATLAS experiment’s pixel and strip detectors, including the pixel front-end chip design and testing, the strip stave design, and the mechanical support structures for the whole detector. Among other contributions, various components and tooling for the ATLAS carbon fiber structures were made on the waterjet.
- In collaboration with the Materials Sciences Division’s Center for X-Ray Optics (CXRO), Engineering Division staff develop scientific instrumentation for materials research, novel X-ray instrumentation, and nanoscience applications, which help the semiconductor industry make smaller and more efficient integrated circuits.
- In collaboration with the Nuclear Science Division, the Engineering Division is supporting the construction of advanced electron cyclotron resonance (ECR) ion source plasma chambers and tooling for the MARS project to produce higher intensity beams and higher charge state beams for experiments at the 88-Inch Cyclotron.
- As part of a multidisciplinary international collaboration, Berkeley Lab’s Accelerator Technology & Applied Physics (ATAP) Division and Superconducting Magnet Program partnered with the Engineering Division to successfully assemble new magnets for the Large Hadron Collider’s high-luminosity upgrade at CERN, a project highlighted in the recommendations of the 2023 Particle Physics Project Prioritization Panel (P5) Report, Exploring the Quantum Universe: Pathways to Innovation and Discovery in Particle Physics.
- Berkeley Lab’s Facilities Division has benefited from the waterjet and the press brakes, where seismic bracketry for ongoing construction is fabricated.
Consolidated Fabrication Capabilities
As part of the Laboratory’s efforts to optimize and consolidate its fabrication capabilities in support of the ALS-U project’s staging and assembly needs, strategic investments were made to refurbish and renovate the high bay space in Room 108, previously occupied by the sheet metal shop and waterjet facility. This area was transformed in 2019 to meet the project’s stringent requirements and now serves as a dedicated assembly area for the fabrication of ALS-U magnets and integrated accelerator component rafts.

Modern Electrical Discharge Machining

This 4-axis EDM uses wire diameters of 0.05 mm – 0.025 mm to ‘sculpt’ metal and other materials with high precision and intricate contouring. Credit: Marsha Fenner, Berkeley Lab
As part of the recent renovations and investments, the Mechanical Fabrication Shop has been upgraded to include three different types of electric discharge machining (EDM) equipment.
- Wire EDMs: Our 4-axis wire EDMs utilize extremely fine wires (0.05-0.25 mm thick) to precisely cut complex shapes with fine surface finishes. For comparison, a human hair is about 0.003 inches (0.076 mm) thick. This process is highly precise, allowing us to “sculpt” intricate shapes with high accuracy.
- Ram-type EDM: Our newer-model ram-type EDM uses conventional electrodes to achieve mirror finishes. This equipment enables us to produce high-precision parts with complex geometries.
- Hole-drilling machine: Our hole-drilling machine is capable of machining 0.05 mm-6.35 mm diameter holes at high speeds in challenging materials like tool steel, hardened steel, and Inconel. These materials are known for their high hardness, abrasion resistance, and exceptional strength at elevated temperatures.
We are also proposing additional investments to acquire or lease a large-format 4-axis wire EDM capable of machining larger-scale fabrications.
Upgraded Metrology Lab for Enhanced Measuring Capabilities

The Metrology Lab is now equipped with the newest state-of-the-art measurement equipment. Credit: Rick Kraft, Berkeley Lab
Once precision parts have been manufactured, they must be meticulously measured to ensure fit and functionality. The Metrology Lab acquired new coordinate measurement machines (CMMs), which are used to measure large fabrications and objects with extreme accuracy. The newest CMM machine provides higher accuracy and uses laser line scanning to build up a 3D point cloud of an object.
This capability is a core requirement for almost all scientific projects executed in partnership with the Engineering Division. It is needed to verify fabrication processes, calibration, or fiducialization of precision experimental equipment. It was a crucial step for the DESI focal plane alignment process and was heavily used for the LCLS-II undulators, the ATLAS detector, ALS-U components, and BELLA, to name a few. The building has also been upgraded with new climate controls to meet the ALS-U’s stringent magnet measurement requirements. The Lab is currently working to establish a cleanliness protocol so that these optical measurements can be made, and once that work is completed, these devices and their capabilities will be made available to the larger LBNL community for other fabrication projects. The Lab may also invest in a new larger-scale CMM to address growing demand for these specialized capabilities, particularly for larger components like new detector structures for facilities such as the Large Hadron Collider or the Electron-Ion Collider, as well as superconducting magnet structures and magnetic undulators.
Modern Machining and Manufacturing Capabilities
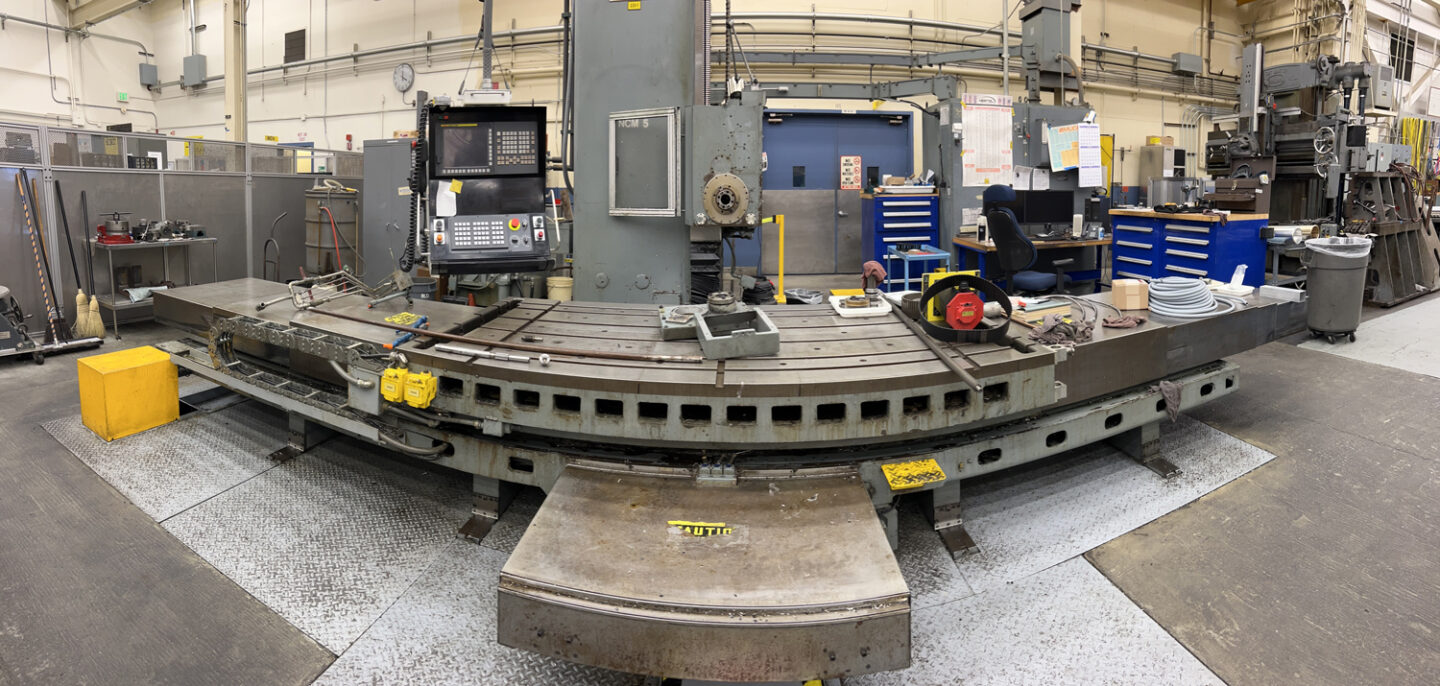
The Lab has made a $6.6 million investment in a new computer numerical control (CNC) machine for large-scale manufacturing projects. The machine is designed for multi-axis contour milling, precision boring, drilling, and tapping. The rotary table of the new machine measures 1600 x 2500 mm and can hold up to 55,000 lbs. The new machine is currently being installed on the main shop floor, with expected delivery in Summer 2025.